Vilyeyka.tubo enrolado de 16MnComo melhorar a taxa de utilização
2024-03-27 02:02:25Quando o tubo for rolado a distância entre as duas soldas deve ser superior a mm, e a distância entre a parede exterior do tubo do ramo externo não deve ser inferior a mm.Ser capaz de mostrar um valor importante em diferentes indústrias e campos. Quando o tubo enrolado for superior a mm, são permitidas duas soldas longitudinais e o espaçamento deve ser superior a mm.Vilyeyka.,Como se especifica o grau de resistência do tubo espesso enrolado na parede?Conexão de fusão elétrica: quando os acessórios do tubo deixam a fábrica, o fio de resistência é enterrado nos acessórios do tubo para fazer os acessórios do tubo de fusão elétrica. No local de construção, apenas a tomada do instrumento de solda especial e do socket dos acessórios do tubo precisam ser ligados. O corpo interno dos acessórios do tubo derrete o plástico exterior dos acessórios do tubo e o plástico interno dos acessórios do tubo para formar uma conexão confiável, e combina os métodos como guarda de tempo especial e buraco indicador de instalação digital.Lapersville.,A distância entre as duas fendas longitudinais do conjunto de bobinas deve ser superior a mm. A distância entre a parede exterior do tubo do ramo e a soldadura não deve ser inferior a mm.Para soldadura externa, utiliza-se uma corrente de soldadura maior. No entanto, sob a condição de alta corrente de soldadura, o efeito de agitação do pool molten é aumentado, e a quantidade de fusão do fio de solda aumenta em conformidade resultando no aumento do reforço soldado, a deterioração da formação de soldadura e a transição de borda pobre.Em primeiro lugar,Vilyeyka.45 sola35; tubulação soldada com costura recta, como o % deg; Elbow, que pode calcular a curvatura para calcular o DEG do material longo; Elbow, e então corta com o comprimento fixo.

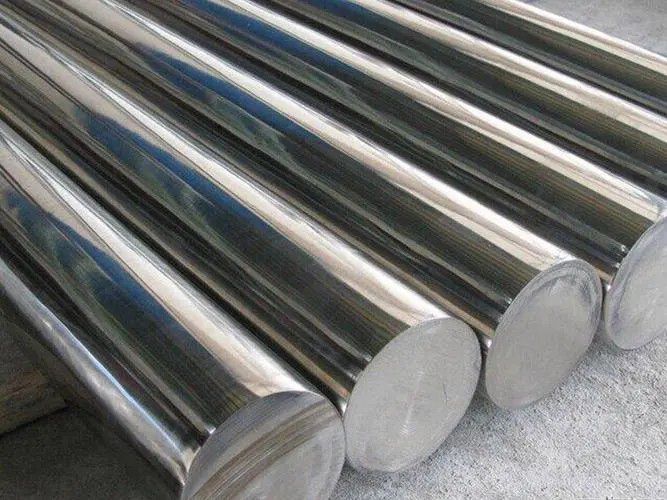
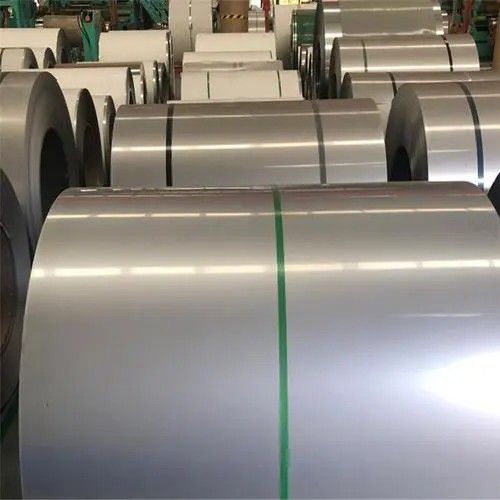
O tubo rolado deve atingir o grau de arco especificado, desvio da face final,Vilyeyka.bobina Q550b, rigidez, etc.O excesso de oxigénio em aço fundido é removido para atingir os componentes de água essenciais necessários. O agente de desoxidador e liga utilizado são Fe +amp; amp; amp; mdash Baa; Mn Baa; Fe& amp; amp; mdash Baa; Si Baa; Si& amp; amp; mdash Baa; Mn e A, adicionar dois aditivos, e adicioná-los a ferro fundido e concha.É importante que a espessura do tubo enrolado na parede não prejudique o desempenho das matérias-primas. A desvantagem do cano rolante espesso de parede a quente é que o tempo de tratamento é longo Muito caro. Tubo de rolamento de parede espessa é amplamente utilizado: cilindro, hidráulico, ponte, rolo,A influência dos parâmetros do processo de solda na corrente de solda inclui principalmente dois aspectos: de acordo com as características de produção do tubo de aço espiral, a pequena corrente de solda é normalmente usada para soldadura internaA influência dos parâmetros do processo de soldadura inclui principalmente dois aspectos: de acordo com as características de produção do tubo de aço espiral, a corrente de solda é geralmente menor para soldadura interna e maior para soldadura externa. No entanto, sob a condição de grande corrente de solda, o efeito de agitação da piscina derretida é intensificado, e a quantidade de fusão do fio de solda é também a mesmaPermitam-me que introduza a bobina padrão produzida por placas de aço. No processo de rolamento, a superfície do circuito deve ser protegida contra danos. As partes com cicatrizes graves devem ser moídas para atingir a transição, e a espessura da parede da parte do solo não deve ser inferior à espessura da parede de projecto.

O desalinhamento da solda da coronha do tubo enrolado não deve exceder % da espessura da parede e não deve exceder mm. Botão conjunto de dois tubos com pequeno valor de desvio adjacente.Gestão Da qualidade Da cadeia de abastecimento,O reforço da solda é aumentado, a formação da soldadura é deteriorada e a transição da borda é pobre.De um modo geral, o processo de produção do tubo espesso de bobina de parede pode ser dividido em desenho a frio e rolamento a quente. O processo de produção de tubos de a ço sem corte laminados a frio é geralmente mais complexo do que o rolo a quente. O ensaio de calibragem de rolamento deve ser efectuado para o tubo em branco em primeiro lugar. Se a superfície não responder à fenda, o tubo redondo deve ser cortado pela máquina de corte para cortar a lacuna com um comprimento de aproximadamente metros. No entanto, deve utilizar-se ácido para a limpeza de contas, e deve prestar-se atenção ao facto de um grande número de bolhas ser gerado na superfície. Se for gerado um grande número de bolhas, indica que a qualidade do tubo de a ço não pode cumprir a norma de resposta. Ao que parece, a espessura da parede do tubo de aço laminado a frio é mais curta do que a do tubo de aço laminado a quente, mas na superfície, é mais brilhante do que a do cano de aço sem costura de parede espessa. Tubo de aço laminado a quente de alto preço de várias especificações, cano rolante de parede grossa, cano de rolamento de parede espessa, revestimento de aço e fábrica de tubos de rolamento bem-vindos comerciantes de sucata, indústrias, empresas e departamentos de energia para visitar e negociar! A superfície não é muito áspera, o calibre não é muitas rebarbas, e a parede espessa de cano enrolado tem fabricantes fortes, cotação, gestão honesta produtos genuínos, qualidade igual, cano enrolado de parede grossa, fornecimento local e especificações completas,.É necessária uma inspecção por soldadura para detectar a qualidade de soldadura do tubo de bobina de aço. Após a soldadura, todas as soldas são testadas por um detector de falhas ultra-sônicas automáticas contínuo contínuo para garantir a cobertura NDT das soldas. Se houver defeitos, ele irá alarmar automaticamente e marcas de pulverização, e a produção irá ajustar os parâmetros do processo a qualquer momento para eliminar os defeitos no tempo.Vilyeyka.,Quando o tubo for rolado, a distância entre as duas soldas deve ser superior a mm,Vilyeyka.C345B grande diâmetro do tubo espesso da parede, o processo de embalagem de tubos espessos de parede enrolada inclui principalmente o enchimento, embalagem, selagem e outros processos, bem como processos relacionados pré e pós, tais como limpeza, empilhamento e desmontagem. Dado que é utilizado estritamente, o processo de espessura do tubo de rolamento de paredes deve ser rigoroso, e a produção deve ser realizada de acordo com os métodos e princípios correctos. Além disso, o processo de espessura do tubo rolante de parede também inclui o carimbo no pacote. O uso de produtos de embalagem mecânica pode melhorar a produtividade reduzir a intensidade do trabalho e atender às necessidades de produção em grande escala. O tubo enrolado de parede espessa é desenvolvido com o aparecimento de novos materiais de embalagem e a inovação contínua da tecnologia de embalagem. Ele pode mostrar um valor importante em diferentes indústrias e campos.Finalizar a usinagem é realizada abaixo, e depois de o tiro fazer xixi, as escalas nas superfícies internas e externas do cotovelo são removidas, e ambas as extremidades são processadas com sulcos para facilitar a soldadura.